

东平采购塑料壳租赁

1、模板及支架系统设计:根据工程结构类型和特点,确定流水段划分;确定模壳的平面布置,纵横木楞的规格、数量和排列尺寸;确定模壳与次木楞及其它结构构件的连接方式。同时确定模壳支架系统的组合方式。验算模壳和支架的强度、刚度及稳定性。绘制全套模壳模极及支架系统的设计图。其中包括模板平面布置总图、分段平面图、模板及支架的组装图、节点大样图、零件加工图。2、柱(角筒)、楼电梯墙及剪力墙的混凝土强度已达到设计或施工规范要求的再施强度。3、楼面的轴线、水准标高引测到墙、柱上,并办完预检手续。周转模壳具备整体性好、强度好、尺寸稳定、表面硬度高、耐磨擦、易清洗,可承受1000kg以上重压,能承受各种施工荷载。建筑周转模壳以塑代木,耐热耐寒、抗老化、光洁度高,可反复使用50次以上,温度适用范围大可以在-15°C + 50°C 气温条件下施工。a.弹画肋梁定位中心线,依照图纸对周转模壳(或肋梁)的安置,在模板上弹出肋梁中心线,应保证弹线的明晰精确。b.应按通常施工规程确定或按图纸请求确定模板是不是起拱以及起拱巨细。c.周转模壳密肋楼盖的支持体系按通常楼盖请求即可。支持体系架起结束后,先铺设框架梁的模板,最终架起周转模壳底部的支持体系和铺设周转模壳的底模板。

随着经济的发展新的节能环保产品不断涌现与更新迭代,本公司经过长期的技术研究、总结、结合施工现场的实际情况,自主设计并生产出的周转建筑模壳就属于该行业中的节能环保产品塑料模壳改变了传统的梁板受力模式,使得梁板受力更加合理,下面就从经济方面分析一下建筑模壳产品的优势:(1)使得楼板板厚减至50mm,比普通楼板板厚减少60%左右,使得负载大大减小;(2)楼板板厚为50mm,只配单层防裂钢筋,比普通楼板板配筋少70%左右;(3)由于荷载的减小并且比较均匀布置在主梁上,使得梁截面较小及配筋减少15左右%;(4)由于荷载的减小,使得柱、基础截面较小及配筋减少20%左右;(5)由于一次性建筑模壳的使用使木模板的用量减少60左右%。

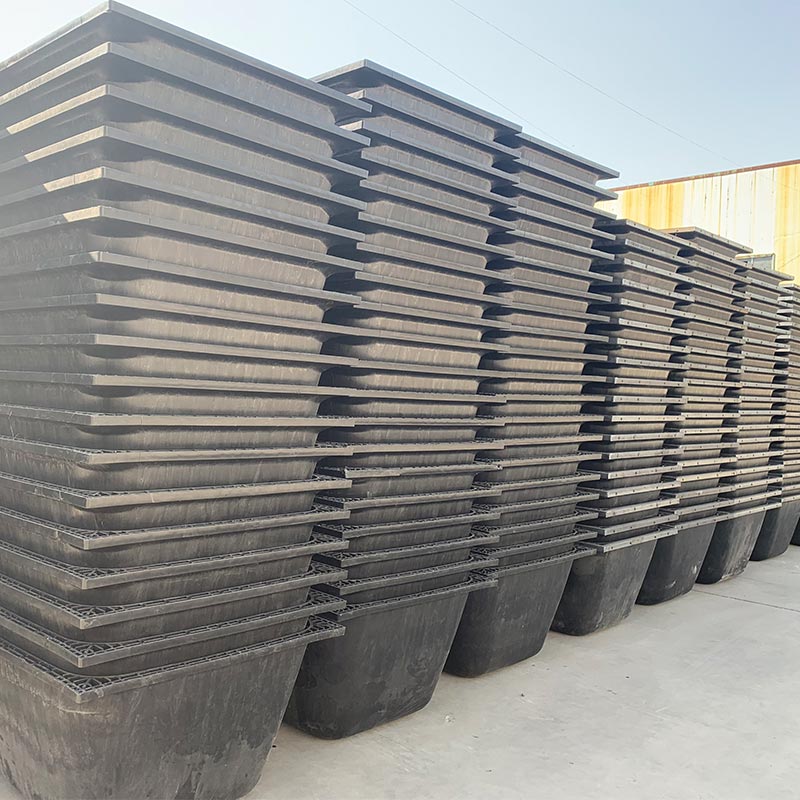
塑料模壳作为一种新型的模板体系,近年来在建筑工程中得到广泛应用,其外观类似中国古建筑中的藻井式天花板,非常整齐美观。由塑料模壳形成的密肋梁楼盖体系,由于其具有优良的经济效益,已逐渐取代传统密肋梁结构体系,与传统的密肋梁结构体系相比,具有施工简捷、周期短、费用低、外观新颖、降低噪音等天然优势。实践证明:采用塑料模壳工艺体系,明显加快了施工进度,提高了工具周转率,减少了劳动强度,保证了施工质量,值得进一步推广应用。其优势体现在:1、降低层高,与普通梁板结构相比,钢筋混凝土密肋楼盖刚度大,承载能力强,能有效降低层高100mm到300mm。从而降低工程造价。 2、节省材料,在同样的荷载前提下,由于钢筋混凝土密肋楼盖自身的结构形式,更能充分利用材料,楼盖的刚度可达到同样高度的实心楼盖的0.8-1倍。从而可以大大节约混凝土用量和钢筋用量。跨度在10米以上,每平方米可以节约混凝土用量0.1倍到0.3倍,可以节约钢筋10到30公斤。3、减少模板工程量,使用现浇密肋楼盖,一般塑料模壳下面不用铺设模板,模壳安装完毕后,两壳子中间部分仅用模板。4、施工工艺简单,施工速度快。塑料模壳施工工艺简单,在混凝土浇注后,10天-15天即可拆模。5、塑料模壳整体性能好,具有良好的延性,抗震性能优于普通梁板结构。

周转模壳具备整体性好、强度好、尺寸稳定、表面硬度高、耐磨擦、易清洗,可承受1000kg以上重压,能承受各种施工荷载。建筑周转模壳以塑代木,耐热耐寒、抗老化、光洁度高,可反复使用50次以上,采购塑料壳温度适用范围大可以在-15°C + 50°C 气温条件下施工。a.周转模壳密肋楼盖的支持体系按通常楼盖请求即可。支持体系架起结束后,先铺设框架梁的模板,最终架起周转模壳底部的支持体系和铺设周转模壳的底模板。b.应按通常施工规程确定或按图纸请求确定模板是不是起拱以及起拱巨细。c.弹画肋梁定位中心线,依照图纸对周转模壳(或肋梁)的安置,在模板上弹出肋梁中心线,应保证弹线的明晰精确。1、造价低:与普通楼板相比较,使用建筑模壳,混凝土用量可降低10-20%,钢筋用量减少30-40%,综合造价降低20-30%。 2、设计灵活:肋梁的长、宽、高任意变化,东平塑料壳设计人员可根据楼板载荷的大、小准确算出梁肋的高度,不需按周转模壳的固定尺寸设计。 3、隔音、隔热:建筑模壳具有很好的保温、隔音效果,耐火性能好。 4、施工快、工期短:建筑模壳施工工艺简单,在楼板底模铺好后,直接安放模壳,调整,固定模壳,最后绑扎小肋梁即可。在混凝土浇筑后,模壳与混凝土结合在一起,不用拆模壳,缩短工期,节省材料及人工费用。
1、装有混凝土的模具必须放平整.。2、预制之前模具内须擦脱模剂或脱模油.。3、放置预制件的场地必须平整;震动平台上要经常清理,保持平整,收工时清理干净。4、预制较大构件时,若模具直接放在地上用振动棒时,振动棒头上必须套上皮套,否则可能减少模具使用寿命。预制较大构件或较重构件时容易变形,建议使用木板夹好或使用卡子或使用做好的铁框子。5、脱模后暂时不用的模具必须在清理后摆放整齐防止变形.。6、脱模时使用的敲击工具必须是木锤或皮锤;脱模器或下面垫麻袋片或垫稻草袋或废轮胎,以防损坏预制件和模具。7、禁止在4度以下预制构件; 夏天温度较高时预制构件必须蒙上麻袋片或稻草袋或遮阳网,以防太阳晒裂预制件,并按时洒水养护。需要做带孔的预制块时所用的管子必须及时抽出,放止时间长了抽不出来。

塑料模壳结构混凝土浇筑过程:模具壳体的施工过程有很多,如果需要真正弄清楚,需要从每一个步骤,一步一步地开始讲解,以便可以更好的把握整个制作过程,这里我们先来看看如何浇筑混凝土。塑料模具壳体的制造过程主要由以下4部分组成:1、将氯化镁和水以3:2的比例倒入容器中,搅拌使氯化镁完全溶解,使溶液的镁度达到26-30,作为备用使用。2、将氧化镁作为骨料与稀土粉充分混合,作为备用使用。3、将环氧树脂放入容器中,加入相应的偶联剂,搅拌均匀,将氯化镁溶液倒入混合物中,然后倒入人骨料的氧化镁和稀土粉,搅拌均匀。4、根据要制作的模具的形状和尺寸选择或制作模具,并在模具表面涂抹脱模剂。将步骤(3)制成的一层胶粘剂均匀地涂在涂有脱模剂的模具上,然后铺上一层碳纤维布并压实,再涂上一层胶粘剂。如此反复多次,直到达到预定的厚度,热量和压力(0.5 MPa),80 - 100℃,保温30分钟),脱模后形成。


 鲁公网安备 37021102001072
鲁公网安备 37021102001072