

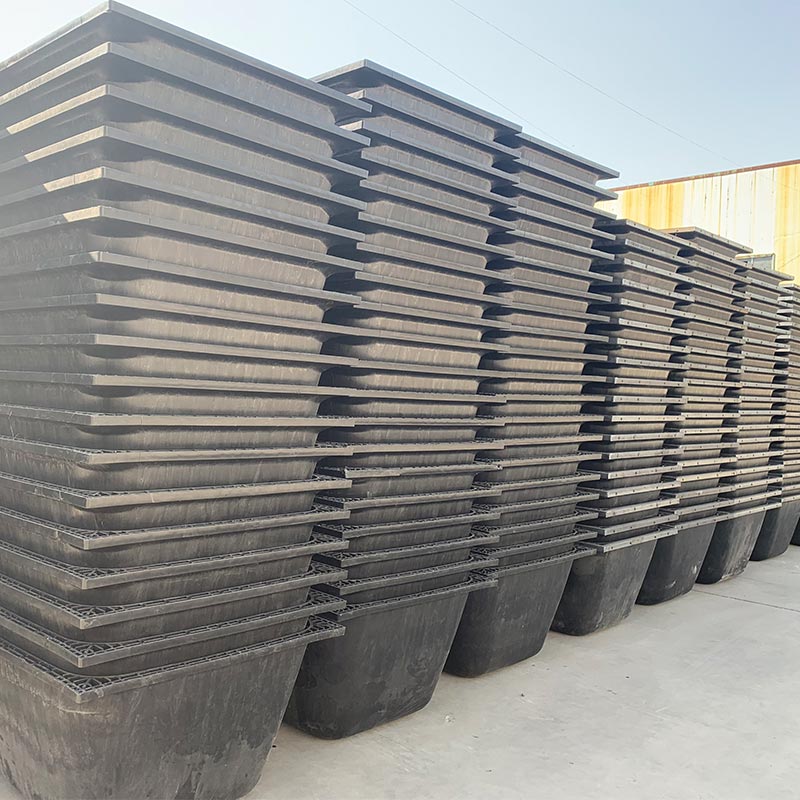
平度采购建筑模壳加工租赁
塑料模壳结构混凝土浇筑过程:模具壳体的施工过程有很多,如果需要真正弄清楚,需要从每一个步骤,一步一步地开始讲解,以便可以更好的把握整个制作过程,这里我们先来看看如何浇筑混凝土。塑料模具壳体的制造过程主要由以下4部分组成:1、将氯化镁和水以3:2的比例倒入容器中,搅拌使氯化镁完全溶解,使溶液的镁度达到26-30,作为备用使用。2、将氧化镁作为骨料与稀土粉充分混合,作为备用使用。3、将环氧树脂放入容器中,加入相应的偶联剂,搅拌均匀,将氯化镁溶液倒入混合物中,然后倒入人骨料的氧化镁和稀土粉,搅拌均匀。4、根据要制作的模具的形状和尺寸选择或制作模具,并在模具表面涂抹脱模剂。将步骤(3)制成的一层胶粘剂均匀地涂在涂有脱模剂的模具上,然后铺上一层碳纤维布并压实,再涂上一层胶粘剂。如此反复多次,直到达到预定的厚度,热量和压力(0.5 MPa),80 - 100℃,保温30分钟),脱模后形成。
1、施工准备阶段:模板铺设完成后,对塑料模壳密肋楼盖施工工序的准备工作包括:a.熟悉图纸、如有问题应与设计人员或模壳厂家技术人员及时沟通。b.对进场的塑料模壳型号规格进行清点统计,及时清除损坏和严重污染的塑料模壳。c.备好模壳之间的填充物,如竹胶板、木条、挤塑板条等。d.备好防止漏浆的胶带纸或价格较低的防水油毡纸,喷在塑料模壳上的脱模剂等。e.备好相关的机械和手工工具如:搬运塑料模壳用的吊笼、钳子、云石锯、固定填充物的小钉子等。2、铺设模板阶段:a.塑料模壳密肋楼盖的支撑系统按一般楼盖要求即可。支撑系统架设完毕后,先铺设框架梁的模板,最后架设塑料模壳底部的支撑系统和铺设塑料模壳的底模板。b.应按一般施工规程确定或按图纸要求确定模板是否起拱以及起拱大小。c.弹画肋梁定位中心线,按照图纸对塑料模壳(或肋梁)的布置,在模板上弹出肋梁中心线,应保证弹线的清晰准确。3、绑扎框架梁钢筋:框架梁的钢筋绑扎按普通框架梁常规要求即可。4、模壳摆放阶段:a.将塑料模壳吊运到模板上,均匀分散堆放以避免局部过大的荷载。b.摆放塑料模壳应二个工人同时抬放,按弹好的网格准确就位。就位后应随时检查塑料模壳底部与模板顶面是否接合紧密,应避免出现较大的缝隙。c.塑料模壳摆放完毕后,用竹胶板、木条、挤塑板条等填充物把模壳之间的缝隙填实。可用小钉子把填充物固定在模板上以防止填充物翘曲,此措施更重要的作用是防止塑料模壳在混凝土侧压力作用下的水平位移。d.塑料模壳铺设完毕后应安排专人对此工序进行检验,以确保肋梁的平直和肋梁断面的均匀。在紧贴模壳四角部现浇位用胶带纸密封在模板上。5、铺设管线及预留预埋:a.水平铺设的电管、暗壳等应尽量布置在模壳顶部的现浇板内。塑料模壳拆除后暗壳露出。b. 竖向的水管、暖管及竖向管井等应尽量布置在梁、柱周边楼盖的实心混凝土区域内。c.混凝土浇注前,应在塑料模壳表面均匀刷涂或喷涂脱模剂。不应漏刷也不应在肋梁底部存有脱模剂积液。

建筑模壳主要由模板、支架和紧固件三部分构成。它是保证混凝土在浇筑过程中保持正确的形状和尺寸,在硬化过程中进行防护和养护的工具。因此在施工过程中我们应做到如下几点,来确保建筑模壳的正确,安全,快速,高效施工。保证工程结构和构件各部位形状、尺寸和相互位置的正确。具有足够的强度、刚度和稳定性,能可靠地承受新浇混凝土的自重和侧压力,以及在施工过程中所产生的荷载。构造简单,装拆方便,并便于钢筋的绑扎与安装、混凝土的浇筑及养护工艺要求。模壳作业条件:1、模板及支架系统设计:根据工程结构类型和特点,确定流水段划分;确定模壳的平面布置,纵横木楞的规格、数量和排列尺寸;确定模壳与次木楞及其它结构构件的连接方式。同时确定模壳支架系统的组合方式。验算模壳和支架的强度、刚度及稳定性。绘制全套模壳模极及支架系统的设计图。其中包括模板平面布置总图、分段平面图、模板及支架的组装图、节点大样图、零件加工图。2、柱(角筒)、楼电梯墙及剪力墙的混凝土强度已达到设计或施工规范要求的再施强度。3、楼面的轴线、水准标高引测到墙、柱上,并办完预检手续。
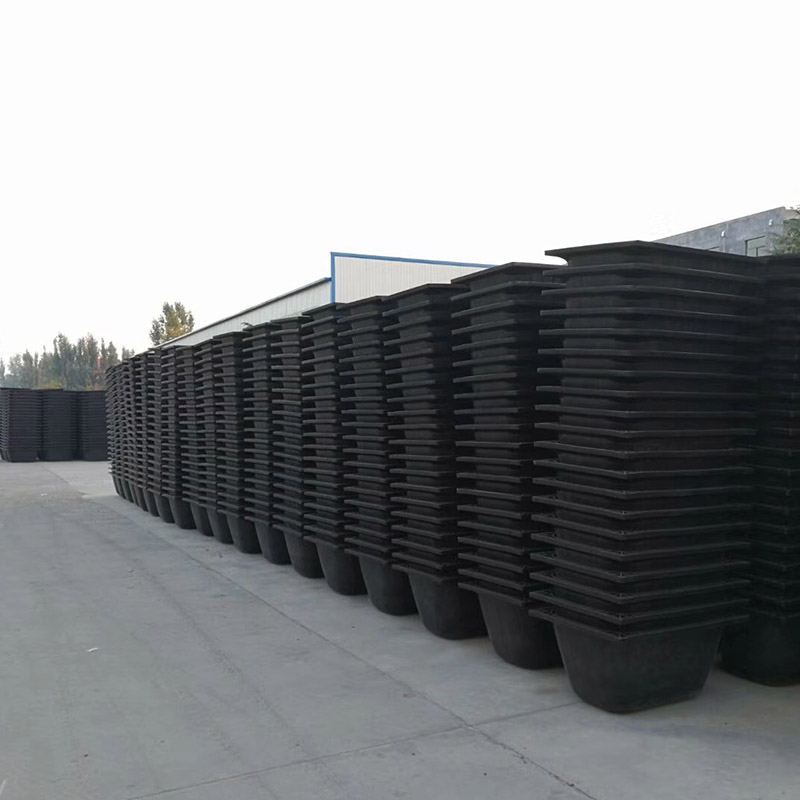
塑料模壳是一种新型建材材料,可有效提高施工效率,降低成本,那么在施工过程中有哪些注意事项,今天香港精准24码就给大家说一下:1、放置预制件的场地必须平整并且预制之前模具内须擦脱模剂或脱模油.。2、装有混凝土的模具必须放平整.。3、禁止在4度以下预制构件.。4、脱模后暂时不用的模具必须在清理后摆放整齐.防止变形,脱模时使用的敲击工具必须是木锤或皮锤.。5、脱模时要用脱模器或下面垫麻袋片或垫稻草袋或废轮胎,以防损坏预制件和模具。6、震动平台上要经常清理,保持平整,收工时清理干净。7、预制较大构件时,若模具直接放在地上用振动棒时,振动棒头上必须套上皮套,否则可能减少模具使用寿命。8、预制较大构件或较重构件时容易变形,建议使用木板夹好或使用卡子或使用做好的铁框子。9、夏天温度较高时预制构件必须蒙上麻袋片或稻草袋或遮阳网,以防太阳晒裂预制件,并按时洒水养护。10、需要做带孔的预制块时所用的管子必须及时抽出,放止时间长了抽不出来。

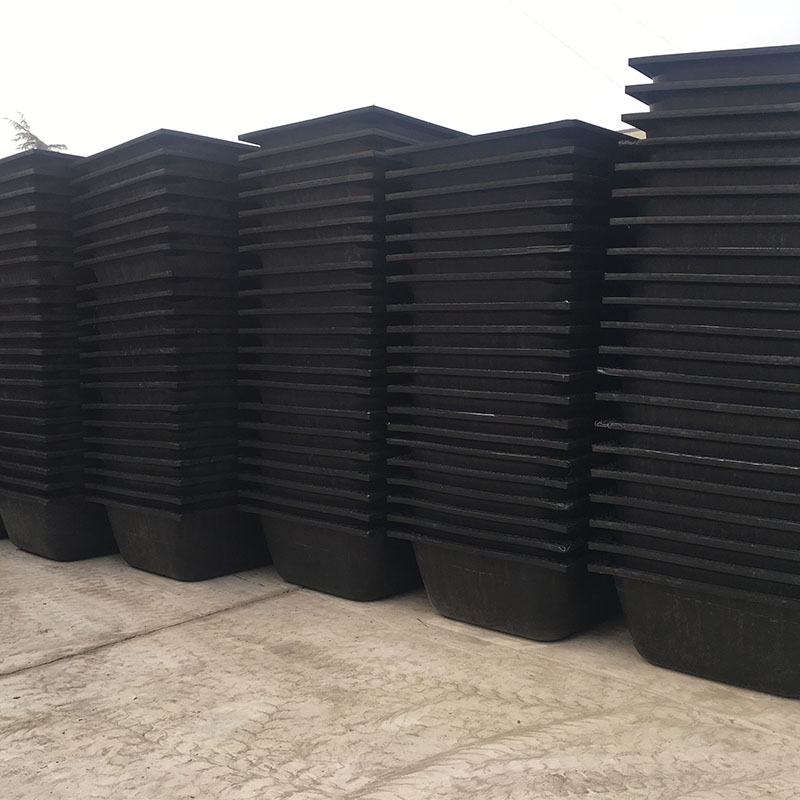
周转模壳与其他模壳的制造有哪些不同呢?下面跟着小编一起来了解一下吧:周转模壳的制造方法,其特征在于:本模壳的制作 材料为氧化镁、氯比镁、滑石粉、不饱和聚酯树脂和相应的引发剂与促进剂、 玻璃纤维或其织物;其中,各组分的重量百分比为: 氧化镁(纯度不低于30%的)35~50% 氯化镁水溶液(波镁度25~30%)35~50% 滑石粉10~15% 不饱和聚酯树脂5~8% 引发剂适量 促进剂适量 玻璃纤维或其织物10~30% 塑料模壳小编告诉您其具体方法(步骤)如下:(1)将氯化镁和水以3:2的比例置入容器并搅拌,使氯化镁完全溶解,制成波镁度为26-30的溶液,备用。(2)将作为骨料的氧化镁与滑石粉充分混合,备用。(3)将不饱和聚树脂置入容器,加入相应的引发剂和促进剂,搅拌均匀后倒人氯化镁溶液使充分混合,再倒人骨料氧化镁和滑石扬,充分搅拌均 匀使成糊状的粘接糊。(4)按欲制模壳的形状和尺寸选定或制作模具,在模具表面涂上脱模 剂。(5)①在用层压法时,在涂有脱模剂的模具上均匀地涂复一层由步骤 (3)制得的粘接糊,然后铺设一层玻璃纤维布并压实,再涂复一层粘接糊;如此反复操作多次直至达预定厚度为止,然后加压(0.5MPa即可)、 加温至80-100℃并保温30分钟),成型后脱模。 ②在用模压法对,在阴、阳模内壁上涂复脱模剂后按预定厚度对 合、压紧,将步骤3所制的粘接糊与切断的玻璃纤维捏合均匀制成含有加筋 的粘接糊,用高压注浆机将该粘接糊注入模具、加温约30分钟后即可成形脱模。(6)将由步骤(5)①或②所得之周转模壳置于阴凉处养护七天左右,在完全固化后修整、打磨即为成品。周转模壳密肋结构与普通楼板相比较,造价低:使用周转建筑模壳,混凝土用量可降低10-20%,钢筋用量减少30-40%,综合造价降低20-30%。设计灵活:肋梁的长、宽、高任意变化,设计人员可根据楼板承受能力的大、小准确算出梁肋的高度,不需按周转塑料模壳的固定尺寸设计。隔音、隔热:周转模壳有很好的保温、隔音效果,耐火性能好。

塑料模壳作为建筑施工的重要材料,现已越来越被消费者注重,尤其在大家居时代,塑料模壳定制化更是以特立独行的特性,满意了消费者对整体家居谐和调配的需求,而备受认可。随着着整木家居众所周知,平度建筑模壳加工定制化以极高的出镜率出如今广大消费者的视线里,而且现已逐步渗透到家居工作的每一件产品中。塑料模壳作为建筑施工的重要材料,现已越来越被消费者注重,尤其在大家居时代,采购建筑模壳加工塑料模壳定制化更是以特立独行的特性,满意了消费者对整体家居谐和调配的需求,而备受认可。总之,塑料模壳公司若想在定制化之路上走得更远非常好,需以消费者的需求为底子,有头有尾地将定制化进行到底,这么公司才华在遭到消费者的认可。


 鲁公网安备 37021102001072
鲁公网安备 37021102001072